

Machine taper
Encyclopedia
A machine taper is a system for securing cutting bits and other accessories to a machine tool's spindle.
operators must be able to install or remove tool bits quickly and easily. A lathe, for example, has a rotating spindle in its headstock, to which one may want to mount a spur drive or work in a collet
. Another example is a drill press, to which an operator may want to mount a bit directly, or using a drill chuck.
Virtually all milling machines, from the oldest, manual machines up to the most modern CNC machines utilize tooling that is piloted on a taper
ed surface.
The machine taper is a simple, low-cost, highly repeatable, and versatile tool mounting system that uses tool bits (or holders) with gradually tapered shanks, and a matching hollowed-out spindle.
For light loads (such as encountered by a lathe tailstock), tools are simply slipped onto or into the spindle; the pressure of the spindle against the workpiece drives the tapered shank tightly into the tapered hole. The friction across the entire surface area of the interface provides a large amount of torque
transmission, so that splines or keys are not required.
For heavy loads (such as encountered by a milling machine spindle), the tapered shank of the tool (or collet) is threaded, and often has a key. Commonly, there is a threaded hole in the shank, which is engaged by a matching drawbar. The drawbar is then tightened, drawing the shank firmly into the spindle.
, essentially a long bolt that holds the tool into the socket with more force than is possible by other means.
Caution needs to be exercised in the usual drilling machine or lathe situation, which provides no drawbar to pull the taper into engagement, if a tool is used requiring a high torque but providing little axial resistance. An example would be the use of a large diameter drill to slightly enlarge an existing hole. In this situation, there may be considerable rotary loading. In contrast, the cutting action will require very little thrust or feed force. Thrust helps to keep the taper seated and provides essential frictional coupling.
The tang is not engineered to withstand twisting forces which are sufficient to cause the taper to slip, and will not infrequently break off in this situation. This will allow the tool to spin in the female taper, which is likely to damage it. Morse taper reamers are available to alleviate minor damage.
Tapered shanks "stick" in a socket best when both the shank and the socket are clean. Shanks can be wiped clean, but sockets, being deep and inaccessible, are best cleaned with a specialized taper cleaning tool which is inserted, twisted, and removed.
Tapered shank tools are removed from a socket using different approaches, depending on the design of the socket. In drill presses and similar tools, the tool is removed by inserting a wedge shaped block of metal called a "drift" into a rectangular shaped cross hole through the socket and tapping it. As the cross section of the drift gets larger when the drift is driven further in, the result is that the drift, bearing against the foremost edge of the tang, pushes the tool out. In many lathe tailstocks
, the tool is removed by fully withdrawing the quill into the tailstock, which brings the tool up against the end of the leadscrew or an internal stud, separating the taper and releasing the tool. Where the tool is retained by a drawbar, as in some mill spindles, the drawbar is partially unthreaded with a wrench and then tapped with a hammer, which separates the taper, at which point the tool can be further unthreaded and removed. Some mill spindles have a captive drawbar which ejects the tool when actively unscrewed past the loose stage; these do not require tapping. For simple sockets with open access to the back end, a drift punch is inserted axially from behind and the tool tapped out.
The standards are grouped into families. Though a family of tapers could be designed that all taper at the same angle, existing families all differ.
One of the first uses of tapers was to mount drill bits directly to machine tools, such as in the tailstock
of a lathe, although later drill chucks were invented that mounted to machine tools and in turn held non-tapered drill bits.
 The Morse Taper was invented by Stephen A. Morse in the mid-1860s. Since then, it has evolved to encompass smaller and larger sizes and has been adopted as a standard by numerous organizations, including the International Organization for Standardization
The Morse Taper was invented by Stephen A. Morse in the mid-1860s. Since then, it has evolved to encompass smaller and larger sizes and has been adopted as a standard by numerous organizations, including the International Organization for Standardization
(ISO) as ISO 296 and the German Institute for Standardization (DIN) as DIN 228-1. It is one of the most widely used types, and is particularly common on the shank of taper-shank twist drills and machine reamers, in the spindles of industrial drill presses, and in the tailstocks of lathes.
Often the designation is abbreviated as MT followed by a digit, for example a Morse taper number 4 would be MT4. The MT2 taper is the size most often found in drill presses up to ½" capacity. Stub (short) versions, the same taper angle but a little over half the usual length, are occasionally encountered for the whole number sizes from 1 through 5. There are standards for these, which (inter alia) are sometimes used in lathe headstocks to preserve a larger spindle through-hole.
Self holding tapers rely on a heavy preponderance of axial load over radial load to transmit high torques. Problems may arise using large drills in relation to the shank, if the pilot hole is too large. The threaded style is essential for any sideloading, particularly milling. The only exception is that such unfavourable situations can be simulated to remove a jammed shank. Permitting chatter will help release the grip. The acute (narrow) taper angle can result in such jamming with heavy axial loads, or over long periods.
End-Milling cutters with a Morse taper shank with a tang are occasionally seen: for security these must be used with a C-collar or similar, fitting into the neck between cutter and shank, and pulling back against the large end of the taper
The taper itself is roughly 5/8" per foot, but exact ratios and dimensions for the various sizes of tang type tapers are given below.
, are an alternative to the more-commonly seen Morse taper. Like the Morse, these have a series of sizes, from 1 to 18, with 7, 9 and 11 being the most common. Actual taper on these lies within a narrow range close to .500" per foot.
 This taper was designed by Bridgeport Machines, Inc.
This taper was designed by Bridgeport Machines, Inc.
of the USA for use in their milling machines. It is intended that collets be inserted directly into the machine taper, which is not usual with other tapers (except very occasionally with Morse).
Collets must be used with a drawbar extending up through the spindle to the top of the machine to prevent the collet from falling from the spindle when lateral forces are encountered. The collet has a precision hole in one end for holding a cutting tool and is threaded for a drawbar on other end. They are also keyed (see image) to prevent rotation during insertion and removal. However, cutting torques are transferred through friction at the taper, not through the key. The drawbar thread is typically 7/16"-20 tpi (UNF
).
The R8 system can accept tools with a nominal 3/4" shank diameter. Smaller tools are generally held using a toolholder with a 3/4" shank diameter. The cutting tool or toolholder is placed in the collet, the collet placed into the taper, and the drawbar is tightened into the top of the collet from above the spindle. The collet has a groove to engage a key in the spindle to keep the collet from spinning inside the taper and to aid in the installation and removal of the collet. The angle of the cone is typically 16 degrees and 51 minutes (i.e. 16.85 degrees) with an OD of 1.25" (source, Bridgeport Manufacturer).
The R8 taper is commonly encountered on Bridgeport and similar turret mills from the USA, or on (very common) copies of these mills from elsewhere.
The popularity is due in large part to the success of Bridgeport and other mills that were closely modeled after it and produced throughout much of the 20th century.
Tapers range from a Number 2 to a Number 20. The diameter of the big end in inches is always the taper size divided by 8, the small end is always the taper size divided by 10 and the length is the taper size divided by 2. For example a Jarno #7 measures 0.875" (7/8) across the big end. The small end measures 0.700" (7/10) and the length is 3.5" (7/2).
The system was invented by Oscar J. Beale of Brown & Sharpe
.
Jarno Tapers
The taper is variously referred to as NMTB, NMT or NT. Essentially this defines a taper of 3.500 inches per foot or 16.7112 degrees (also referred to as "7 in 24" or 7/24. All NMTB Tooling has this taper but the tooling comes in different sizes. NMTB-10, 15, 20, 25, 30, 35, 40, 45, 50 and 60. With the 40 taper being the most common by far.
CAT, V Flange,SK, ISO (also known as INT, Inter or International) and BT tooling use this same taper: the difference is in the flanges and pull studs (a male extension from the drawbar thread, used in CNC machines with toolchangers and/or power drawbars).
This is a "self releasing" or "Fast" taper. Unlike the more acute self holding tapers above, such tapers are not designed to transmit torque. This turning effort is carried by driving keys engaging slots on the flange. The purpose is to allow a quick and easy change between different tools (either automatically or by hand) while ensuring the tool or toolholder will be tightly and rigidly connected to the spindle, and accurately coaxial with it. The larger end adjacent to the tool makes for more rigidity than is possible with Morse or RT tapers fitted to comparable machines.
The spindle on the machine tool is built with a female taper and drawbar. Each individual tool must be fitted with a male taper and the proper adapter for the drawbar.
Explanation
Machine toolMachine tool
A machine tool is a machine, typically powered other than by human muscle , used to make manufactured parts in various ways that include cutting or certain other kinds of deformation...
operators must be able to install or remove tool bits quickly and easily. A lathe, for example, has a rotating spindle in its headstock, to which one may want to mount a spur drive or work in a collet
Collet
A collet is a holding device—specifically, a subtype of chuck—that forms a collar around the object to be held and exerts a strong clamping force on the object when it is tightened, usually via a tapered outer collar. It may be used to hold a workpiece or a tool.A collet is a sleeve with a ...
. Another example is a drill press, to which an operator may want to mount a bit directly, or using a drill chuck.
Virtually all milling machines, from the oldest, manual machines up to the most modern CNC machines utilize tooling that is piloted on a taper
Taper
In cymbal making, taper refers to the gradual change in thickness from the bell to the rim of the cymbal. It is one of the key features that determines the tone of the cymbal....
ed surface.
The machine taper is a simple, low-cost, highly repeatable, and versatile tool mounting system that uses tool bits (or holders) with gradually tapered shanks, and a matching hollowed-out spindle.
For light loads (such as encountered by a lathe tailstock), tools are simply slipped onto or into the spindle; the pressure of the spindle against the workpiece drives the tapered shank tightly into the tapered hole. The friction across the entire surface area of the interface provides a large amount of torque
Torque
Torque, moment or moment of force , is the tendency of a force to rotate an object about an axis, fulcrum, or pivot. Just as a force is a push or a pull, a torque can be thought of as a twist....
transmission, so that splines or keys are not required.
For heavy loads (such as encountered by a milling machine spindle), the tapered shank of the tool (or collet) is threaded, and often has a key. Commonly, there is a threaded hole in the shank, which is engaged by a matching drawbar. The drawbar is then tightened, drawing the shank firmly into the spindle.
Use
Tools with a tapered shank are inserted into a matching tapered socket and pushed or twisted into place. They are then retained by friction. In some cases, the friction fit needs to be made stronger, as with the use of a drawbarDrawbar (machine tool)
A drawbar or spindle drawbar is a clamping mechanism for toolholders on machine tools. The toolholder or machine taper itself is held by the drawbar and applies force to the spindle, especially when spinning at high speeds.-External links:*...
, essentially a long bolt that holds the tool into the socket with more force than is possible by other means.
Caution needs to be exercised in the usual drilling machine or lathe situation, which provides no drawbar to pull the taper into engagement, if a tool is used requiring a high torque but providing little axial resistance. An example would be the use of a large diameter drill to slightly enlarge an existing hole. In this situation, there may be considerable rotary loading. In contrast, the cutting action will require very little thrust or feed force. Thrust helps to keep the taper seated and provides essential frictional coupling.
The tang is not engineered to withstand twisting forces which are sufficient to cause the taper to slip, and will not infrequently break off in this situation. This will allow the tool to spin in the female taper, which is likely to damage it. Morse taper reamers are available to alleviate minor damage.
Tapered shanks "stick" in a socket best when both the shank and the socket are clean. Shanks can be wiped clean, but sockets, being deep and inaccessible, are best cleaned with a specialized taper cleaning tool which is inserted, twisted, and removed.
Tapered shank tools are removed from a socket using different approaches, depending on the design of the socket. In drill presses and similar tools, the tool is removed by inserting a wedge shaped block of metal called a "drift" into a rectangular shaped cross hole through the socket and tapping it. As the cross section of the drift gets larger when the drift is driven further in, the result is that the drift, bearing against the foremost edge of the tang, pushes the tool out. In many lathe tailstocks
Tailstock
thumb|Tailstock used for drillingA tailstock, also known as a foot stock, is a device often used as part of an engineering lathe, wood-turning lathe, or used in conjunction with a rotary table on a milling machine....
, the tool is removed by fully withdrawing the quill into the tailstock, which brings the tool up against the end of the leadscrew or an internal stud, separating the taper and releasing the tool. Where the tool is retained by a drawbar, as in some mill spindles, the drawbar is partially unthreaded with a wrench and then tapped with a hammer, which separates the taper, at which point the tool can be further unthreaded and removed. Some mill spindles have a captive drawbar which ejects the tool when actively unscrewed past the loose stage; these do not require tapping. For simple sockets with open access to the back end, a drift punch is inserted axially from behind and the tool tapped out.
Types
There are multiple standard tapers, which differing based on the following:- the diameter at the small end of the truncated cone ("the minor diameter")
- the diameter at the large end of the truncated cone ("the major diameter") and
- the axial distance between the two ends of the truncated cone.
The standards are grouped into families. Though a family of tapers could be designed that all taper at the same angle, existing families all differ.
One of the first uses of tapers was to mount drill bits directly to machine tools, such as in the tailstock
Tailstock
thumb|Tailstock used for drillingA tailstock, also known as a foot stock, is a device often used as part of an engineering lathe, wood-turning lathe, or used in conjunction with a rotary table on a milling machine....
of a lathe, although later drill chucks were invented that mounted to machine tools and in turn held non-tapered drill bits.
Morse
International Organization for Standardization
The International Organization for Standardization , widely known as ISO, is an international standard-setting body composed of representatives from various national standards organizations. Founded on February 23, 1947, the organization promulgates worldwide proprietary, industrial and commercial...
(ISO) as ISO 296 and the German Institute for Standardization (DIN) as DIN 228-1. It is one of the most widely used types, and is particularly common on the shank of taper-shank twist drills and machine reamers, in the spindles of industrial drill presses, and in the tailstocks of lathes.
Sizes
Morse Tapers come in eight sizes identified by whole numbers between 0 and 7, and one half-size (4 1/2 - very rarely found, and not shown in the table).Often the designation is abbreviated as MT followed by a digit, for example a Morse taper number 4 would be MT4. The MT2 taper is the size most often found in drill presses up to ½" capacity. Stub (short) versions, the same taper angle but a little over half the usual length, are occasionally encountered for the whole number sizes from 1 through 5. There are standards for these, which (inter alia) are sometimes used in lathe headstocks to preserve a larger spindle through-hole.
End types
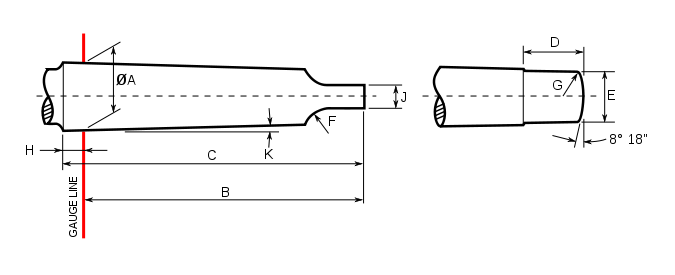
Morse tapers are of the self-holding variety, and can have three types of ends:- tang (illustrated) to facilitate removal with a drift
- threaded to be held in place with a drawbarDrawbar (machine tool)A drawbar or spindle drawbar is a clamping mechanism for toolholders on machine tools. The toolholder or machine taper itself is held by the drawbar and applies force to the spindle, especially when spinning at high speeds.-External links:*...
- flat (no tang or threaded section)
Self holding tapers rely on a heavy preponderance of axial load over radial load to transmit high torques. Problems may arise using large drills in relation to the shank, if the pilot hole is too large. The threaded style is essential for any sideloading, particularly milling. The only exception is that such unfavourable situations can be simulated to remove a jammed shank. Permitting chatter will help release the grip. The acute (narrow) taper angle can result in such jamming with heavy axial loads, or over long periods.
End-Milling cutters with a Morse taper shank with a tang are occasionally seen: for security these must be used with a C-collar or similar, fitting into the neck between cutter and shank, and pulling back against the large end of the taper
The taper itself is roughly 5/8" per foot, but exact ratios and dimensions for the various sizes of tang type tapers are given below.
Dimensions
| Morse Taper number | Taper | A | B (max) | C (max) | D (max) | E (max) | F | G | H | J | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 1:19.212 | 9.045 | 56.5 | 59.5 | 10.5 | 6 | 4 | 1 | 3 | 3.9 | 1° 29' 27" |
| 1 | 1:20.047 | 12.065 | 62 | 65.5 | 13.5 | 8.7 | 5 | 1.2 | 3.5 | 5.2 | 1° 25' 43" |
| 2 | 1:20.020 | 17.780 | 75 | 80 | 16 | 13.5 | 6 | 1.6 | 5 | 6.3 | 1° 25' 50" |
| 3 | 1:19.922 | 23.825 | 94 | 99 | 20 | 18.5 | 7 | 2 | 5 | 7.9 | 1° 26' 16" |
| 4 | 1:19.254 | 31.267 | 117.5 | 124 | 24 | 24.5 | 8 | 2.5 | 6.5 | 11.9 | 1° 29' 15" |
| 5 | 1:19.002 | 44.399 | 149.5 | 156 | 29 | 35.7 | 10 | 3 | 6.5 | 15.9 | 1° 30' 26" |
| 6 | 1:19.180 | 63.348 | 210 | 218 | 40 | 51 | 13 | 4 | 8 | 19 | 1° 29' 36" |
| 7 | 1:19.231 | 83.058 | 285.75 | 294.1 | 34.9 | - | - | 19.05 | - | 19 | 1° 29' 22" |
Brown & Sharpe
Brown & Sharpe tapers, standardized by the eponymous companyBrown & Sharpe
Brown & Sharpe is a division of Hexagon Metrology, Inc., a multinational corporation focused mainly on metrological tools and technology. During the 19th and 20th centuries, Brown & Sharpe was one of the most well-known and influential firms in the machine tool industry...
, are an alternative to the more-commonly seen Morse taper. Like the Morse, these have a series of sizes, from 1 to 18, with 7, 9 and 11 being the most common. Actual taper on these lies within a narrow range close to .500" per foot.
| Size | Lg. Dia. | Sm. Dia. | Length | Taper/Ft |
|---|---|---|---|---|
| 1 | 0.2392 | 0.2000 | 0.94 | 0.5020 |
| 2 | 0.2997 | 0.2500 | 1.19 | 0.5020 |
| 3 | 0.3753 | 0.3125 | 1.50 | 0.5020 |
| 4 | 0.4207 | 0.3500 | 1.69 | 0.5024 |
| 5 | 0.5388 | 0.4500 | 2.13 | 0.5016 |
| 6 | 0.5996 | 0.5000 | 2.38 | 0.5033 |
| 7 | 0.7201 | 0.6000 | 2.88 | 0.5010 |
| 8 | 0.8987 | 0.7500 | 3.56 | 0.5010 |
| 9 | 1.0775 | 0.9001 | 4.25 | 0.5009 |
| 10 | 1.2597 | 1.0447 | 5.00 | 0.5161 |
| 11 | 1.4978 | 1.2500 | 5.94 | 0.5010 |
| 12 | 1.7968 | 1.5001 | 7.13 | 0.4997 |
| 13 | 2.0731 | 1.7501 | 7.75 | 0.5002 |
| 14 | 2.3438 | 2.0000 | 8.25 | 05000 |
| 15 | 2.6146 | 2.2500 | 8.75 | 0.5000 |
| 16 | 2.8854 | 2.5000 | 9.25 | 0.5000 |
| 17 | 3.1563 | 2.7500 | 9.75 | 0.5000 |
| 18 | 3.4271 | 3.0000 | 10.25 | 0.5000 |
R8
Bridgeport Machines, Inc.
Bridgeport is a brand of milling machines and machining centers, which are machine tools used in the machining industries. The brand was produced by Bridgeport Machines, Inc. from 1938 until 2004, when it was acquired by Hardinge, Inc., its current owner...
of the USA for use in their milling machines. It is intended that collets be inserted directly into the machine taper, which is not usual with other tapers (except very occasionally with Morse).
Collets must be used with a drawbar extending up through the spindle to the top of the machine to prevent the collet from falling from the spindle when lateral forces are encountered. The collet has a precision hole in one end for holding a cutting tool and is threaded for a drawbar on other end. They are also keyed (see image) to prevent rotation during insertion and removal. However, cutting torques are transferred through friction at the taper, not through the key. The drawbar thread is typically 7/16"-20 tpi (UNF
Unified Thread Standard
The Unified Thread Standard defines a standard thread form and series—along with allowances, tolerances, and designations—for screw threads commonly used in the United States and Canada...
).
The R8 system can accept tools with a nominal 3/4" shank diameter. Smaller tools are generally held using a toolholder with a 3/4" shank diameter. The cutting tool or toolholder is placed in the collet, the collet placed into the taper, and the drawbar is tightened into the top of the collet from above the spindle. The collet has a groove to engage a key in the spindle to keep the collet from spinning inside the taper and to aid in the installation and removal of the collet. The angle of the cone is typically 16 degrees and 51 minutes (i.e. 16.85 degrees) with an OD of 1.25" (source, Bridgeport Manufacturer).
The R8 taper is commonly encountered on Bridgeport and similar turret mills from the USA, or on (very common) copies of these mills from elsewhere.
The popularity is due in large part to the success of Bridgeport and other mills that were closely modeled after it and produced throughout much of the 20th century.
Jacobs
The Jacobs Taper (abbreviated JT) is commonly used to secure drill press chucks to an arbor.| Taper | Small End | Big End | Length | |||
|---|---|---|---|---|---|---|
| mm | inch | mm | inch | mm | inch | |
| 0 | 5.80 | 0.2284 | 6.35 | 0.2500 | 11.11 | 0.4375 |
| 1 | 8.47 | 0.3334 | 9.75 | 0.3840 | 16.67 | 0.6563 |
| 2 | 12.39 | 0.4876 | 14.20 | 0.5590 | 22.23 | 0.8750 |
| 2 Short | 12.39 | 0.4876 | 13.94 | 0.5488 | 19.05 | 0.7500 |
| 2½ | 15.88 | 0.625 | 17.20 | 0.677 | 26.80 | 1.055 |
| 3 | 18.95 | 0.7461 | 20.60 | 0.8110 | 30.96 | 1.2188 |
| 4 | 26.34 | 1.0372 | 28.55 | 1.1240 | 42.07 | 1.6563 |
| 5 | 33.43 | 1.3161 | 35.89 | 1.4130 | 47.63 | 1.8750 |
| 6 | 15.85 | 0.6241 | 17.17 | 0.6760 | 25.40 | 1.0000 |
| 33 | 14.23 | 0.5604 | 15.85 | 0.6240 | 25.40 | 1.0000 |
Jarno
Jarno tapers use a greatly simplified scheme. The rate of taper is 1:20 on diameter, in other words 0.600" on diameter per foot, .050" on diameter per inch.Tapers range from a Number 2 to a Number 20. The diameter of the big end in inches is always the taper size divided by 8, the small end is always the taper size divided by 10 and the length is the taper size divided by 2. For example a Jarno #7 measures 0.875" (7/8) across the big end. The small end measures 0.700" (7/10) and the length is 3.5" (7/2).
The system was invented by Oscar J. Beale of Brown & Sharpe
Brown & Sharpe
Brown & Sharpe is a division of Hexagon Metrology, Inc., a multinational corporation focused mainly on metrological tools and technology. During the 19th and 20th centuries, Brown & Sharpe was one of the most well-known and influential firms in the machine tool industry...
.
Jarno Tapers
| Taper | Large End | Small End | Length | Taper/ Foot | Taper/ Inch | Angle From Center |
| #2 | 0.2500 | 0.2000 | 1.00 | .6000 | .0500 | 1.4321 |
| #3 | 0.3750 | 0.3000 | 1.50 | .6000 | .0500 | 1.4321 |
| #4 | 0.5000 | 0.4000 | 2.00 | .6000 | .0500 | 1.4321 |
| #5 | 0.6250 | 0.5000 | 2.50 | .6000 | .0500 | 1.4321 |
| #6 | 0.7500 | 0.6000 | 3.00 | .6000 | .0500 | 1.4321 |
| #7 | 0.8750 | 0.7000 | 3.50 | .6000 | .0500 | 1.4321 |
| #8 | 1.0000 | 0.8000 | 4.00 | .6000 | .0500 | 1.4321 |
| #9 | 1.1250 | 0.9000 | 4.50 | .6000 | .0500 | 1.4321 |
| #10 | 1.2500 | 1.0000 | 5.00 | .6000 | .0500 | 1.4321 |
| #11 | 1.3750 | 1.1000 | 5.50 | .6000 | .0500 | 1.4321 |
| #12 | 1.5000 | 1.2000 | 6.00 | .6000 | .0500 | 1.4321 |
| #13 | 1.6250 | 1.3000 | 6.50 | .6000 | .0500 | 1.4321 |
| #14 | 1.7500 | 1.4000 | 7.00 | .6000 | .0500 | 1.4321 |
| #15 | 1.8750 | 1.5000 | 7.50 | .6000 | .0500 | 1.4321 |
| #16 | 2.0000 | 1.6000 | 8.00 | .6000 | .0500 | 1.4321 |
| #17 | 2.1250 | 1.7000 | 8.50 | .6000 | .0500 | 1.4321 |
| #18 | 2.2500 | 1.8000 | 9.00 | .6000 | .0500 | 1.4321 |
| #19 | 2.3750 | 1.9000 | 9.50 | .6000 | .0500 | 1.4321 |
| #20 | 2.5000 | 2.0000 | 10.00 | .6000 | .0500 | 1.4321 |
NMTB Tapers
The National Machine Tool Builders Association (now called the Association for Manufacturing Technology) in the USA laid down standards for machine tool design, among other things: the taper used on CNC (Computer Numerically Controlled) milling machines.The taper is variously referred to as NMTB, NMT or NT. Essentially this defines a taper of 3.500 inches per foot or 16.7112 degrees (also referred to as "7 in 24" or 7/24. All NMTB Tooling has this taper but the tooling comes in different sizes. NMTB-10, 15, 20, 25, 30, 35, 40, 45, 50 and 60. With the 40 taper being the most common by far.
CAT, V Flange,SK, ISO (also known as INT, Inter or International) and BT tooling use this same taper: the difference is in the flanges and pull studs (a male extension from the drawbar thread, used in CNC machines with toolchangers and/or power drawbars).
This is a "self releasing" or "Fast" taper. Unlike the more acute self holding tapers above, such tapers are not designed to transmit torque. This turning effort is carried by driving keys engaging slots on the flange. The purpose is to allow a quick and easy change between different tools (either automatically or by hand) while ensuring the tool or toolholder will be tightly and rigidly connected to the spindle, and accurately coaxial with it. The larger end adjacent to the tool makes for more rigidity than is possible with Morse or RT tapers fitted to comparable machines.
The spindle on the machine tool is built with a female taper and drawbar. Each individual tool must be fitted with a male taper and the proper adapter for the drawbar.
External links
- Beautiful Iron Overview of Tapers
- Quickly Identify your Morse Taper
- http://www.tools-n-gizmos.com/specs/Tapers.html (description of several tool holders)
- http://www.timgoldstein.com/cad_cam/tapers.htm (description of several tool holders)